


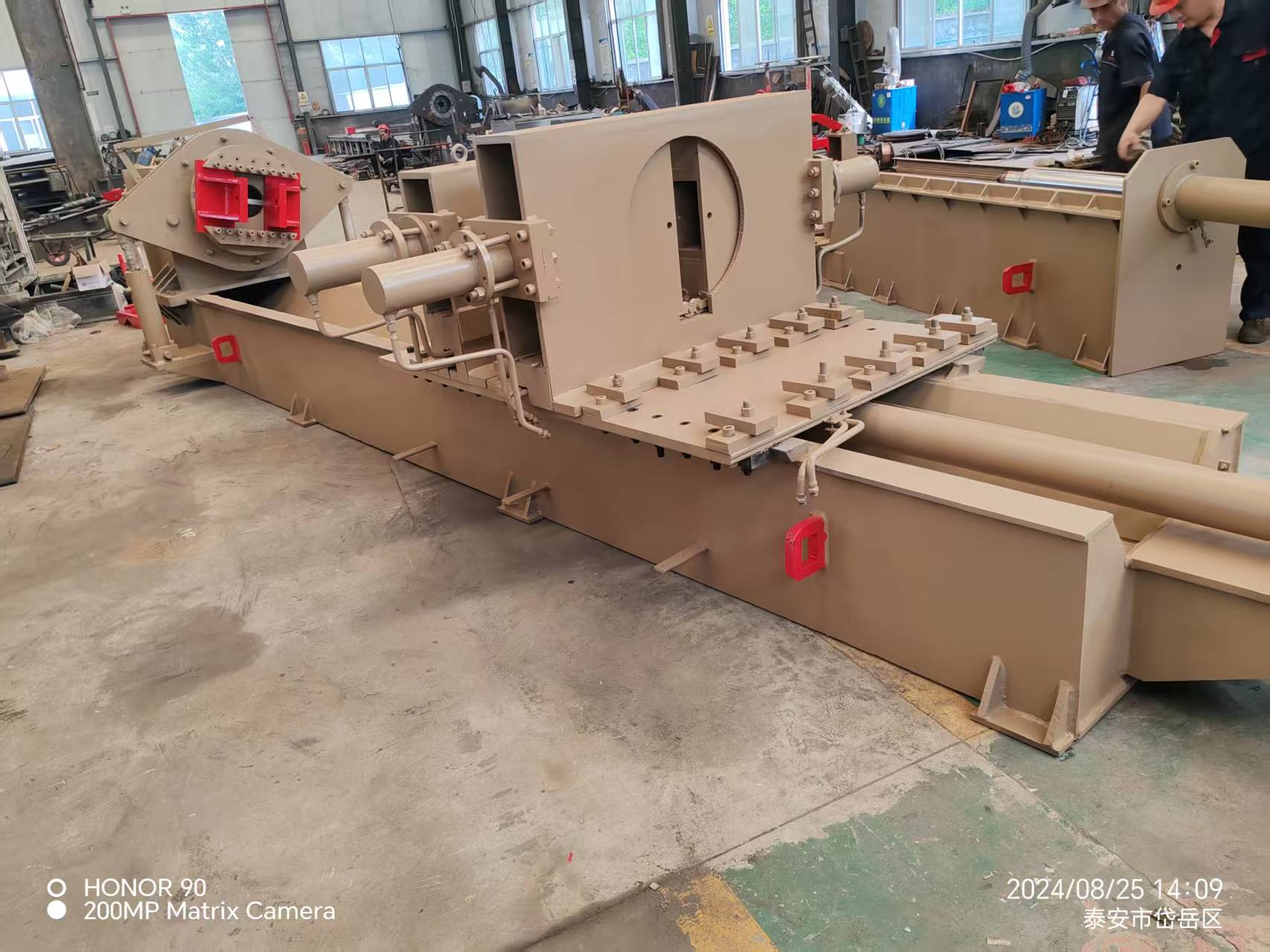
Draagbaar horizontaal cilinder demontagesysteem
1. Vóór demontage moet het cilinderlichaam met overmatige spanning worden gereinigd en moet een tolerantiematrijsbus van ±0,2 mm worden voorbereid.
2. Houd bij het hijsen rekening met een hellingshoek van 3°, wijzig de axiale centrering ≤0,5 mm/radiale centrering ≤φ0,1 mm en zorg ervoor dat de speling tussen de matrijs en de scharnieropening ≤0,3 mm bedraagt.
3. Voor populaire demontage wordt een hydraulische motor van 16 MPa gebruikt. Bij roest wordt een ratelmechanisme van 20 MPa geactiveerd en een harde blokkering van 25 MPa ingesteld om overdruk te voorkomen.
1. Vóór demontage en montage moet hogedrukreinigingsapparatuur (≥10MPa) worden gebruikt om kolenas, olie en andere verontreinigingen op het oppervlak van het cilinderlichaam grondig te verwijderen en moet een speciale klembus met een bijbehorende nauwkeurigheidstolerantie van ±0,2 mm worden voorbereid volgens de specificaties van de te demonteren cilindergeleidebus (zoals 400 mm dubbel verlengde kolommen) om de aansluiting van het gereedschap te garanderen.
2. Gebruik tijdens het hijsen antislipstroppen om het cilinderlichaam stabiel naar de cilinderdemontagemachine te hijsen onder een hellingshoek van ≤ 3°, pas het axiale midden aan door de achterste schroef van de cilinder vast te klemmen (afwijking ≤ 0,5 mm) en gebruik het centreermechanisme om de radiale concentriciteit aan te passen (≤ φ 0,1 mm). Verplaats ten slotte de werkbank om de klembus en de mond van de klauwsteun met een speling van ≤ 0,3 mm te houden en nauwkeurig in elkaar te laten grijpen.

3. Het standaard demontageproces geeft prioriteit aan het gebruik van een hydraulische motor van 16 MPa om de geleidebus direct los te maken. Bij roest kan het ratelhulpmechanisme met een maximale druk van 20 MPa worden gestart. Bij ernstige corrosie wordt een thermisch demontageproces van ≤150 ℃ gebruikt en wordt een harde systeemlimiet van 25 MPa ingesteld om overdruk te voorkomen.
4. Er zijn twee procespaden beschikbaar voor demontage:
Modus A (bij voorkeur): geleidehuls middelste cilinder → geleidehuls buitenste cilinder → scheiding buitenste cilinder → bediening onderste klep → uitwerpen van de actieve kolom
Modus B (alternatief): buitenste cilindergeleidingsbus → scheiding middelste cilinder → herinstallatie middelste cilinder → fixatie klemplaat → uitwerpen actieve kolom. Modus A demonteert de middelste cilindergeleidingsbus en de buitenste cilindergeleidingsbus achtereenvolgens en werpt vervolgens de actieve kolom uit; Modus B demonteert eerst de buitenste cilindergeleidingsbus en verwerkt vervolgens de middelste cilinderassemblage. Tijdens de praktijk moet de selectie gebaseerd zijn op de werkomstandigheden en kunnen de specifieke parameters worden geoptimaliseerd en aangepast onder begeleiding van de supervisor.
5. Rubberen pads met een Shore-hardheid van 60 ± 5 moeten gedurende de hele bewerking worden gebruikt om het precisiecontactoppervlak te beschermen. De drukregeling moet op nul worden gezet en vervolgens geleidelijk worden verhoogd met een snelheid van ≤ 2 MPa/s. De druksensor moet maandelijks worden gekalibreerd volgens de MT/T 98-2016-norm. Als de matrijshuls van de kaart > 0,5 mm versleten is, moet deze onmiddellijk worden weggegooid en vervangen.




